+1 631-425-0938
+1 631-425-0938 Contact
Contact Search
Search C.A.P. Product Lookup
C.A.P. Product Lookup Translate
Translate
Soldering Guide
Soldering Chip Capacitors
Among the most common reasons multilayer ceramic chip capacitors (MLCCs) fail is improper soldering to printed circuit boards. Typically, one or more hairline cracks develop in the ceramic, defects that may even have an imperceptible effect on initial performance, but that manifest with time, circuit board flexure, or temperature excursions. Herein are a few tips, suggestions, and caveats to be aware of in performing a reliable soldering attachment.
Solders. Before selecting a solder, one should know the metallization on the chip. Starting at the component ceramic surface from which the electrodes protrude (typically < 1 mil), a contacting “termination” is applied that most often contains silver (Ag) or nickel (Ni). Over this is plated a barrier metal, typically nickel or copper (for non-magnetic applications), followed by a finishing metallization of tin (Sn) or lead (Pb)-tin. Other finishes may include palladium- silver (Pd/Ag), Ag, or gold (Au).
For finishes that include Ag, a silver bearing solder such as Sn62 is recommended to combat leaching of the component’s silver into the solder joint. Silver bearing solders also improve resistance to thermal fatigue. For finishes that include Au, a solder such as In50 is suggested to avoid gold scavenging that may cause embrittlement (which occurs when gold comprises approximately 3% or greater by weight of the solder joint). For finishes that do not contain noble metals, SN63 is often used, or Sn95.5 or Sn96 where there is a no-lead, e.g. ROHS, requirement.
Fluxes. An appropriate flux helps to clean the surfaces to be soldered and facilitates solder spread; it may also remove oxidation. Check with the solder manufacturer for a recommended flux. Rosin based fluxes are most common but require post solder cleaning.
Fluxes are available both separately as pastes and as internal cores within wire solder. Each form has advantages and disadvantages. Use of an external flux permits precise placement in exact quantities, but consideration must be given to the activation temperature of the flux, which will be lower than that of the solder liquidus, and the time spent at this temperature. Too long at the latter will result in boiling off the flux and reducing its effectiveness. Flux core solder is easy and convenient to use but may require more solder than desirable to have sufficient flux for good coverage.
In practice, external flux seems to work best for parts of size 0603 or 0505 and below, while flux core solder appears satisfactory for larger component sizes.
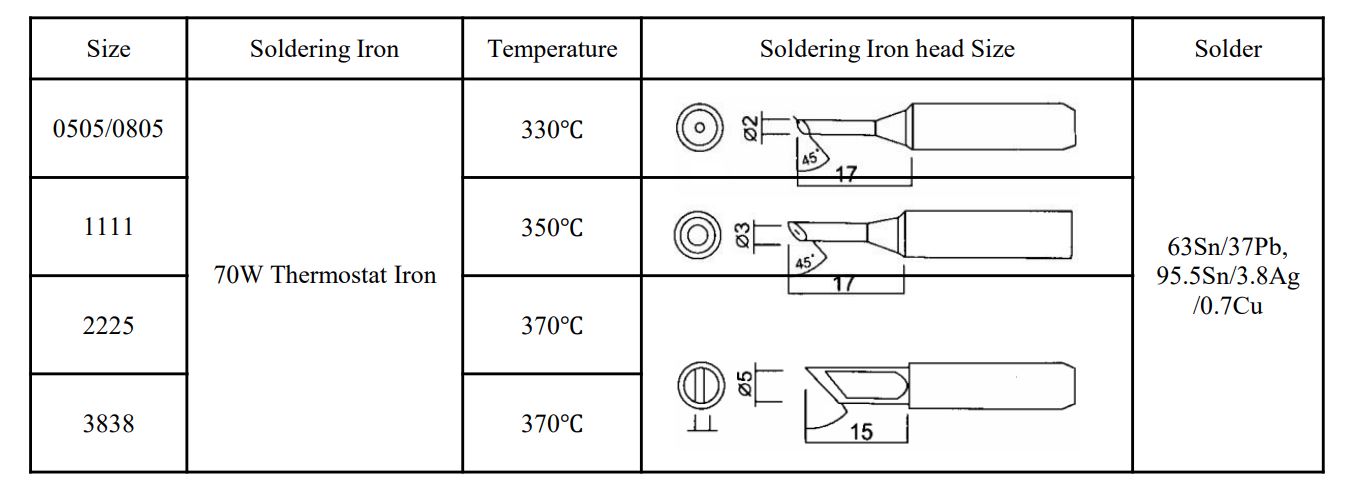
Soldering iron. A temperature-controlled iron of suitable wattage is strongly recommended. The iron temperature should typically be set 20-30°C above the solder liquidus temperature. Tip size is important; it should be about the same size as the part. Too small a tip (corresponding to an iron of insufficient wattage) will take too long to heat the printed circuit board land and part, while too large a tip (too high a wattage iron) may damage the board or component.
Soldering Procedure
The initial consideration is which end of the capacitor to solder first. The choice can generally be decided by recognizing that it is desirable to minimize the heat flowing directly through the component. Thus, it is best to start from the end that has the poorest heat conduction (equals highest thermal resistance) to a heat sink. (Were one to start from the opposite end, a good heat path would have been created through the capacitor to the heat sink when one soldered the second joint.) If it is not apparent which land has the poorer connection to a heat sink, begin with the one having the smallest area.
Follow these steps in soldering:
- Pre-heat the substrate. Where possible, it is very desirable to gradually pre-heat the substrate, e.g. on a hotplate, to about 30°C below the solder liquidus temperature. Two steps are usually sufficient: Start the hotplate at a temperature about halfway to the desired pre-heat temperature, place the board on it and wait till the board temperature stabilizes, then increase the hotplate temperature to the desired final pre- heat value.
- Pre-“tin” the traces. Select one of the PC board lands and clean it with isopropyl alcohol. If the solder you are using does not contain its own flux, place a small quantity of flux on the land, and a small amount of solder into the flux. (A razor may be used to cut a tiny custom preform from solid wire.) Place the iron on the printed circuit trace adjacent to the flux (but not touching) and heat the land until the solder melts into a flat, shallow pool. Remove the iron, then clean off any remaining flux with isopropyl alcohol. Repeat the procedure for the second land, then add fresh flux and a fresh solder preform (if not using flux-core solder) to each tinned land. (The preform should have sufficient mass to create a proper fillet – see step 5 – on the component.)
- Pick up the component with either a hand tweezer or vacuum tweezer. (Stainless steel or ceramic- tipped tweezers are preferred.)
- Place the component so that it straddles the circuit board lands, and make sure it lies flat on the board. As shown in Fig. 1, Do not touch the component directly with the soldering iron. Rather, touch the iron to the land adjacent to the capacitor until the solder begins to flow; then move the iron slowly toward the component.
Fig 1.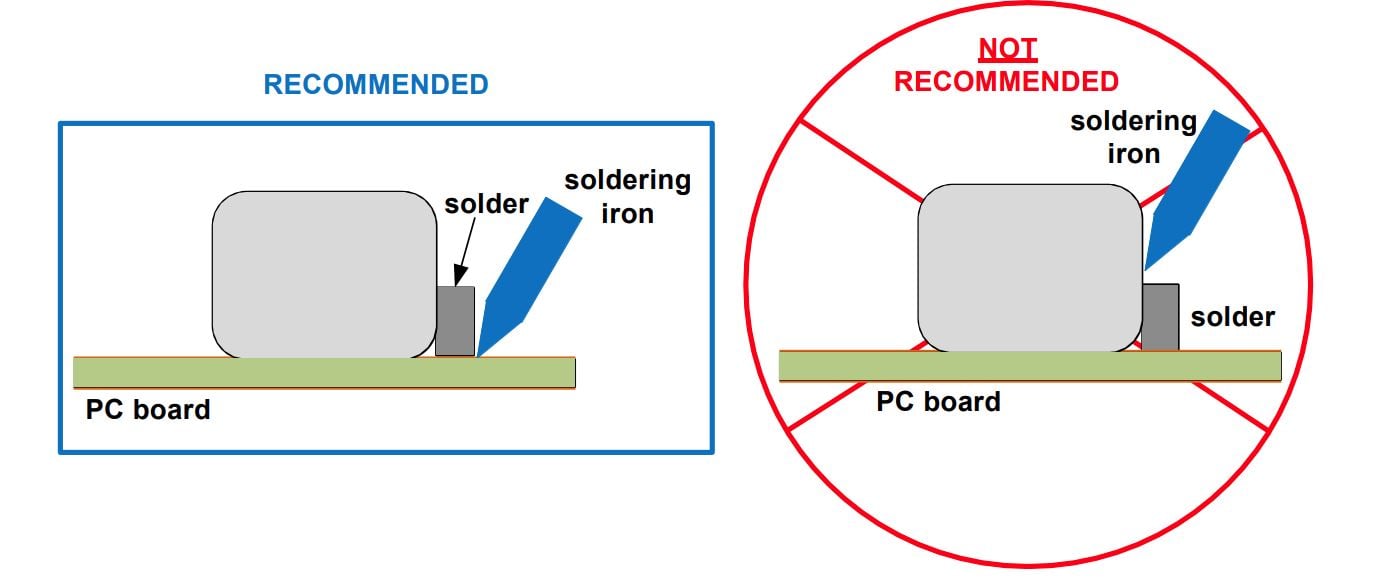
- When a fillet forms, remove the iron. As shown in Fig. 2, solder fillets should occupy about 25-40% of the component’s height, have a concave profile, and be free of peaks and voids.
- Repeat steps 1-5 for the second joint, then let the board cool gradually to room temperature. Use isopropyl alcohol to remove any residual flux from each joint.
Fig 2.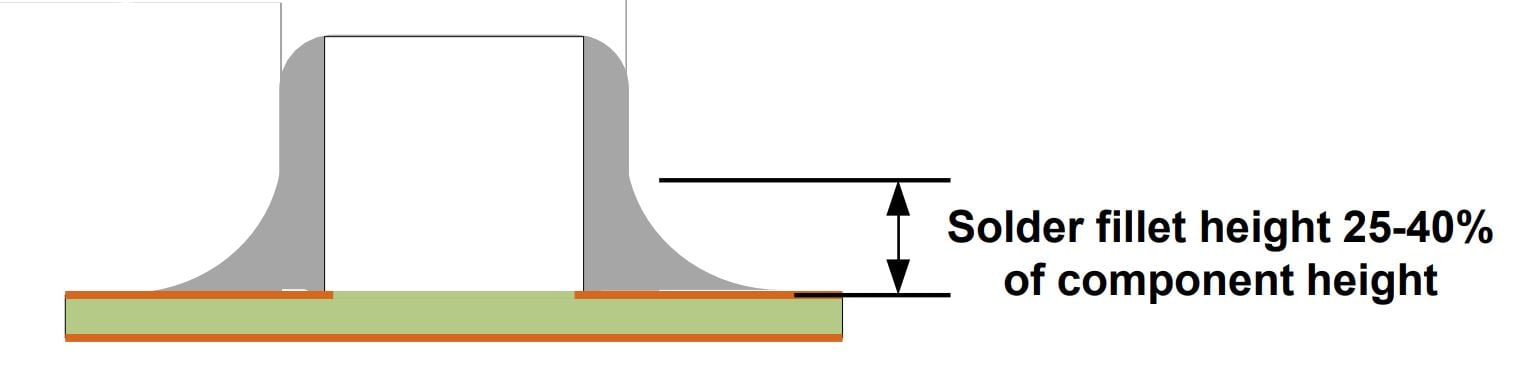
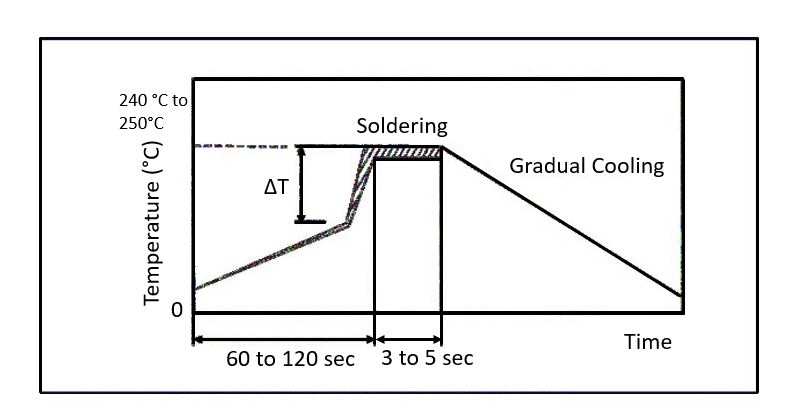
Reflow Soldering
When sudden heat is applied to the elements, the mechanical strength of the components should decrease because remarkable temperature change can cause deformity of components inside. Also, long soldering time or high soldering temperatures, result in leaching by the external electrodes, causing poor adhesion or a reduction in capacitance value due to loss of contact between electrodes and end termination.
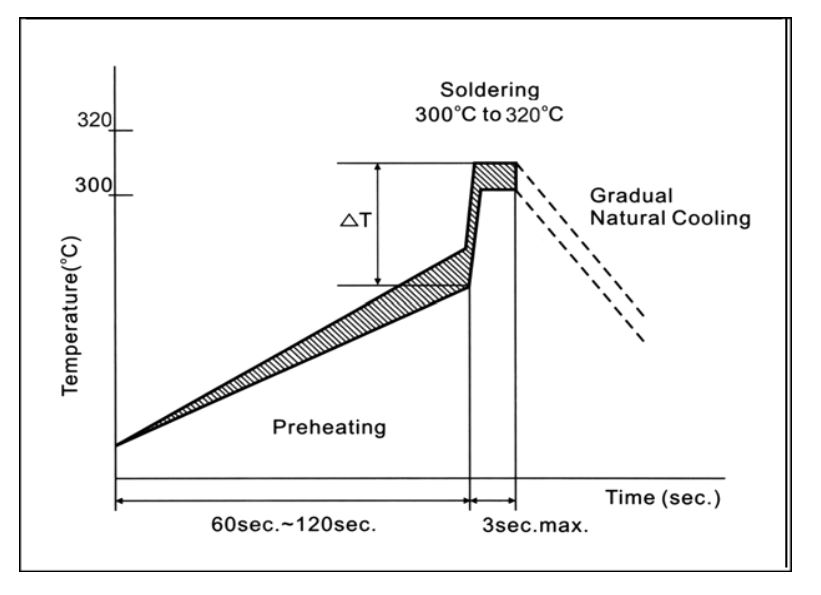
In order to avoid mechanical damage in the elements, preheating should be requested for both of the components and the PCB board. Preheating conditions are given in the table below. It is requested to keep the temperature gap between the soldering and the elements surface (∆T) as small as possible.
When elements are submerged in solvent after mounting, be sure to maintain the temperature gas (∆T) between the element and solvent within the range shown in the table below. Do not apply the flow soldering to capacitors not listed in the table below.
Soldering Methods
| Soldering Method | Suitability for Large SMT Capacitors | Notes |
|---|---|---|
| Reflow Soldering | Recommended | Use controlled temperature profile |
| Hand Soldering Temp (~350°C max) |
Acceptable for prototypes | Use preheating and controlled tip |
Soldering Iron
When sudden heat is given to the elements by soldering iron, the mechanical strength of the components should weaken because sharp temperature change can cause deformity of components inside. In order to avoid mechanical damage in the elements, preheating should be requested for both of the components and the PCB board. Preheating conditions are given in the below table. It is requested to keep the temperature gap between the soldering and the elements surface (∆T) as small as possible. After the soldering, it should not be allowed to cool down suddenly.